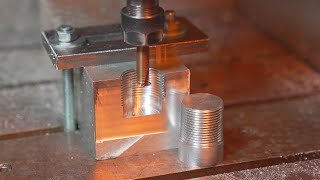
Показано выравнивание абразивных кругов с контролем по индикатору с самодельным наконечником с роликом.
Как я делал этот наконечник, можно посмотреть здесь:
[ Ссылка ]
Приглашаю посмотреть другие видео на моём канале в плейлистах
«Инструмент. Затачивание инструмента»:
[ Ссылка ]
«Станки. Ремонт и доработки. Модернизация»:
[ Ссылка ]
"Изделия из шаров. Работа с шарами":
[ Ссылка ]
Приглашаю на мой канал:
[ Ссылка ]
Адрес этого видео:
[ Ссылка ]
Выровнял три абразивных круга.
Для того, чтобы уменьшить биение, можно сразу выровнять абразивный круг алмазным карандашом или шарошкой.
Но так как у абразивных кругов имеется зазор по посадочному месту, то я сначала, прежде чем выравнивать, уменьшаю биение в пределах этого зазора. Будет износ абразивного круга меньше, износ инструмента меньше, и пыли меньше
Смещая первый круг в пределах зазора, постепенно добился уменьшение биения с 0,7 мм до 0,3 мм. Потом выровнял круг алмазным карандашом. После выравнивания биение стало 0,05 мм.
У второго круга было биение1,3 мм. Уменьшил биение в пределах зазора по посадочному месту, биение стало (0,2…0,3) мм. После выравнивания шарошкой биение круга стало около 0,1 мм.
Решил уменьшить биение алмазного круга на бакелитовой основе. Биение было примерно 0,7 мм. Такие алмазные круги ставятся практически без зазора. Поэтому круг надо сразу выравнивать.
Попробовал выравнивать алмазный круг абразивным кругом с помощью УШМ. Уменьшил биение всего на 0,1 мм, а сам круг сильно сточился. Понятно, алмаз.
Попробовал выравнивать алмазный круг с помощью отрезного алмазного круга на металлической основе с помощью УШМ.
Убрал биение ещё на 0,1 мм. Круг на бакелитовой основе засалился.
Попробовал выравнивать круг эльборовым кругом. Твёрдость алмазного и эльборового круга практически одинаковая. Включил заточные станочки так, чтобы круги вращались навстречу друг другу.
Получил биение алмазного круга на бакелитовой основе примерно 0,05 мм.
Из трёх способов выравнивания круга мне больше понравился этот, с эльборовым кругом.
Решил проверить люфт вала, на котором закреплён абразивный круг.
Люфт в пределах 0,05 мм. Этот люфт, скорее всего, и является главной причиной того, что не удаётся полностью убрать биение круга. Эта величина люфта зависит от качества подшипников электродвигателя.
Надо ещё иметь в виду, что без специальных приспособлений сложно хорошо выровнять круги, получить биение меньше одной десятки.
Но чаще всего этого и не требуется. Для затачивания инструмента меня такое биение кругов, в переделах одной десятки, вполне устраивает.
Кроме того, абразивные круги очень быстро, и главное – неравномерно, изнашиваются и теряют правильную геометрическую форму.
И поэтому, я считаю, и не имеет смысла стараться добиваться биения абразивных кругов в ноль.